Все материалы и комплектующие изделия проходят входной контроль специалистами отдела технического контроля и работниками склада. После этого этапа металлопрокат маркируется и направляется в производство.
Первичная дробеструйная обработка
Дробеструйная камера обеспечивает безупречную очистку поверхности металлопроката перед запуском в работу, что значительно повышает качество заготовительных и сварочных работ.
Заготовка
На данном этапе происходит резка, сверление и подготовка деталей по КМД с высокой точностью для последующей сборки, включая лазерную обработку сложных профилей и узлов
Сборка
Детали собираются в узлы и конструкции с точной геометрией, соблюдением проектных размеров и подготовкой к последующей сварке.
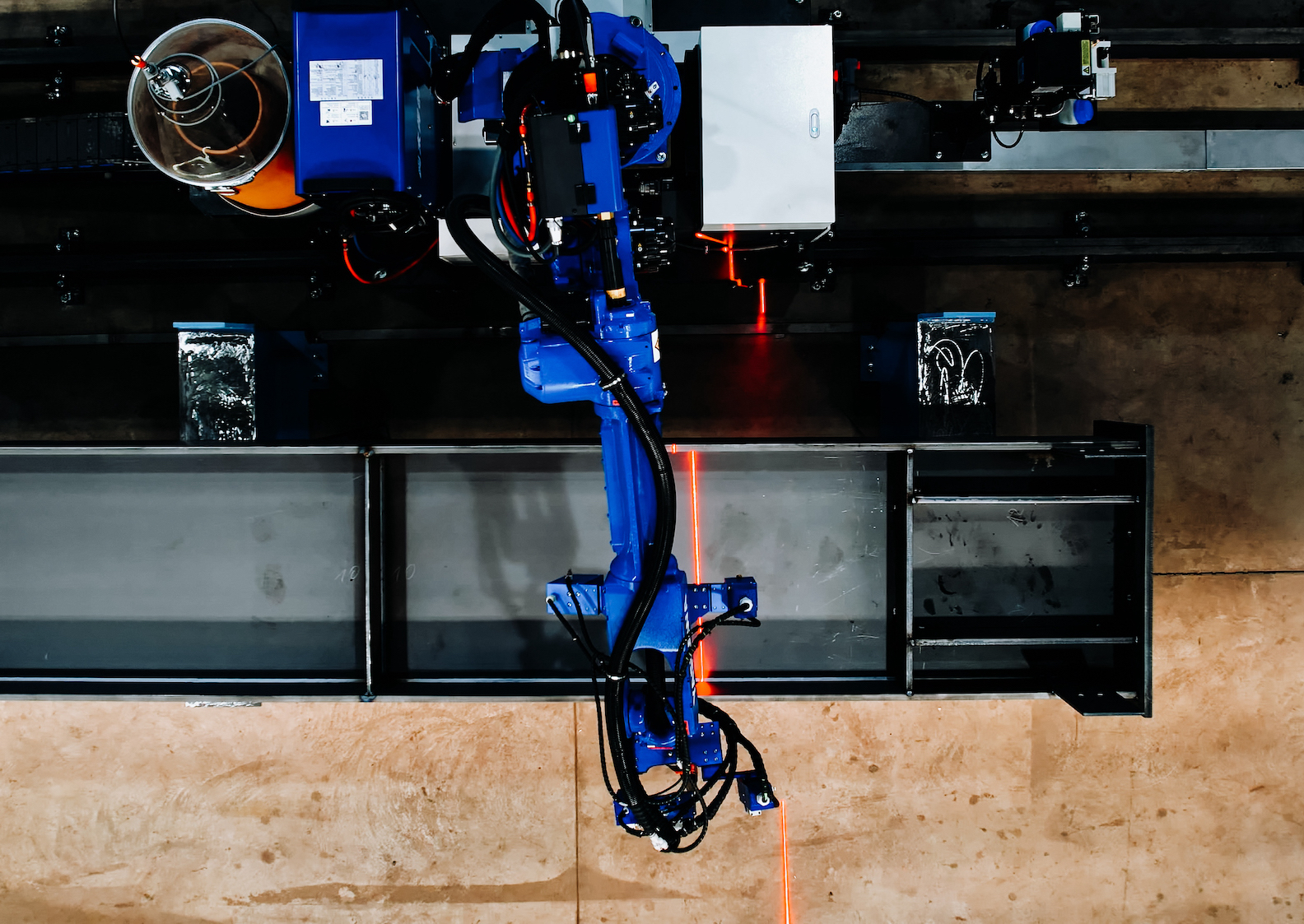
Сварка
Квалифицированные сварщики производят сварку металлоконструкций в соответствии с проектной документацией. Сварочные работы производятся вручную и на роботизированных комплексах, обеспечивая прочные соединения.
Контроль ВИК и УЗК
Многоступенчатый контроль качества сварных швов включает визуальную проверку, замеры, ультразвуковой контроль качества и соответствие проектной и нормативной документации
Дробеструйная обработка
Готовые изделия проходят финальную очистку поверхности для обеспечения надежной адгезии защитных и огнезащитных покрытий.
Покраска, нанесение АКЗ и ОГЗ
После сборки конструкции проходят этап покраски и антикоррозийной обработки. Используются современные лакокрасочные материалы, обеспечивающие долговечную защиту металла от воздействия окружающей среды и коррозии.
Упаковка, отгрузка и доставка
Завершающий этап производственного процесса - отгрузка готовой продукции и доставка заказчику. Мы обеспечиваем надежную упаковку и транспортировку конструкций любой сложности в любую точку России.
1 этап
2 этап
3 этап
4 этап
5 этап
6 этап
7 этап
8 этап
9 этап
Металлопрокат
Уличное хранение
Уличное хранение
Процесс обработки
Дробеструйный цех
Погрузка металлопроката для обработки
ЧПУ станок FICEP
лазерный труборез SMART TS1212
Заготовительный цех
Сборка
Сборка резервуара
Сборочный цех
ГИПЕРБОТ 1012 V.1
Процесс сварки
Сварочный цех
Контроль качества
УЗК
Проверка сварных швов
Дробеструйная камера
Процесс обработки
Дробеструйный цех
Нанесение ОГЗ
Малярный цех
Малярный цех
Упаковка
Отгрузка
доставка
КОНТРОЛЬ КАЧЕСТВА
01
ТЕХНИЧЕСКИЙ КОНТРОЛЬ
Неотъемлемая часть производственного процесса. На повышение качества продукции направлена система управления качеством. Основой системы являются процессы технического контроля на предприятии.
02
СОБЛЮДЕНИЕ ТРЕБОВАНИЙ
Технический контроль в ООО «СЗМК» - проверка соблюдения требований, предъявляемых к качеству продукции на всех стадиях её изготовления, и всех производственных условий, обеспечивающих его.
03
ВЫПУСК КАЧЕСТВЕННОЙ ПРОДУКЦИИ
Выпуск качественной продукции в соответствии с требованиями технических регламентов, что обеспечивает безопасность на всех стадиях её жизненного цикла. Это ответственность, которая лежит на каждом сотруднике от рабочего контроля до высшего руководства.














")